主办单位:煤炭科学研究总院有限公司、中国煤炭学会学术期刊工作委员会
Structure of low-pressure supersonic abrasive air jet nozzle
LIU Yong;LI Zhiping;WEI Jianping;CAI Yubo;YU Dayang;HUANG Yi
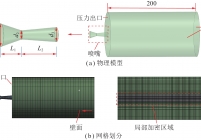
硬岩隧道掘进刀具磨损严重、换刀频繁是限制高效掘进的主要因素,低压磨料空气射流辅助刀具破岩是突破硬岩隧道掘进技术瓶颈的可行性思路,为实现辅助高横移速度刀具破岩,提出了矩形喷嘴。矩形喷嘴能有效提高磨料在移动方向集束性,进而减小切缝宽度,提高切缝深度。为明确矩形喷嘴对磨料加速及破岩的影响规律,采用加长扩张段长度和截面近似等效设计了圆形喷嘴及矩形喷嘴;然后基于数值方法确定了喷嘴扩张段长度对气体及磨料加速的影响,并对比分析了喷嘴不同断面形状对磨料加速和分布特征的影响。最后通过开展低压磨料空气射流冲蚀破碎花岗岩实验,研究了喷嘴结构和横移速度对冲蚀效果的影响,分析了不同断面形状喷嘴的切割效率,确定了适用辅助刀具破岩的最佳喷嘴结构。数值结果表明压力2 MPa时,加长扩张段长度,气固两相能量转化更充分,磨料加速更充分,但随着喷嘴扩张段持续加长,磨料速度提升不明显;相比圆形断面喷嘴,矩形断面喷嘴对磨料加速稍差,但仍能将磨料加速至300 m/s,且经矩形喷嘴加速的磨料在自由流域呈扁平矩形分布,有效提高了磨料在刀具横移方向的集束性。实验表明圆形喷嘴扩张段加长,岩石冲蚀深度不断增加,当扩张段长度为145 mm时,花岗岩冲蚀深度分别为23.90、20.23 mm,扩张段长度持续加长,岩石的冲蚀深度提高并不显著。当横移速度为0.02 m/s时,喷嘴C4、R1、R2切割玄武岩深度分别为3.35、12.15、8.25 mm,花岗岩深度分别为5.2、14.9、11.5 mm;横移速度为0.30 m/s时,喷嘴C4、R1切割玄武岩深度分别为0.8、3.0 mm,花岗岩深度分别为1.0、3.6 mm。对比喷嘴C4,和数值模拟结果相同,矩形喷嘴能使磨料聚能、磨料利用充分,切割效率较优。且喷嘴R1的切割效率最好,喷嘴结构最优。研究结论将为磨料空气射流辅助刀具破岩提供理论和技术支撑。
Cutter wear and frequent cutter change in hard rock tunneling are the main factors limiting an efficient tunneling. Low-pressure abrasive air jet assisted cutter rock breaking is a feasible idea to break through the bottleneck of rock breaking technology in hard rock tunnel. To achieve assisted high traverse speed cutter breaking, a rectangular nozzle was proposed. The rectangular nozzle can effectively improve the agglomeration of the abrasive in the moving direction, thereby reducing the cutting width, and improve the cutting depth. To clarify the influence of rectangular nozzle on abrasive acceleration and rock breaking, a circular nozzle and a rectangular nozzle were designed with approximately equivalent lengthening divergent section length and cross-section, and then the influence of nozzle divergent section length on gas and abrasive acceleration was determined based on numerical methods, and the influence of different cross-sectional shapes of nozzles on abrasive acceleration and distribution characteristics were comparatively analyzed. Finally, by carrying out the low-pressure abrasive air jet erosion crushing granite experiment, the influence of nozzle structure and traverse velocity on the erosion effect was studied, the cutting efficiency of nozzles with different cross-sectional shapes was analyzed, and the optimal nozzle structure suitable for rock breaking by assisted tools was determined. The numerical study results show that when the pressure is 2 MPa, the length of the divergent section is extended, the gas-solid two-phase energy conversion is more complete, and the abrasive acceleration is more sufficient, but with the continuous lengthening of the nozzle divergent section, the abrasive speed is not significantly increased. Compared with the circular nozzle, the rectangular nozzle is slightly worse at the abrasive acceleration, but it can still accelerate the abrasive to 300 m/s, and the abrasives accelerated by the rectangular nozzle are distributed flat and rectangular in the free flow basin, which effectively improves the agglomeration of the abrasive in the horizontal movement direction of the cutter. Experiments show that the divergent section of the circular nozzle is lengthened, and the erosion depth of rock is increasing, when the length of the divergent section is 145 mm, the erosion depth of granite is 23.90 mm and 20.23 mm, respectively, and the continuous lengthening of the divergent section length, and the erosion depth of rock is not significantly improved. When the traverse speed is 0.02 m/s, the cutting depths of basalt of nozzles C4, R1 and R2 are 3.35 mm, 12.15 mm and 8.25 mm, and the granite depths are 5.2, 14.9 and 11.5 mm, respectively. When the traverse speed is 0.30 m/s, the depths of basalt cutting by nozzles C4 and R1 are 0.8 mm and 3.0 mm, and the granite depths are 1.0 mm and 3.6 mm, respectively. Compared with the nozzle C4, the same as the numerical simulation results, the rectangular nozzle can make the abrasive energy concentrate, the abrasive utilization is fully utilized, and the cutting efficiency is better. And the cutting efficiency of nozzle R1 is the best, and the nozzle structure is the best. The research will provide theoretical and technical support for the abrasive air jet assisted cutter rock breaking.
abrasive air jet;nozzle structure;hard rock tunneling;abrasive acceleration and distribution;cutting efficiency



















主办单位:煤炭科学研究总院有限公司 中国煤炭学会学术期刊工作委员会
 煤炭学报
煤炭学报  2024年第03期
2024年第03期