主办单位:煤炭科学研究总院有限公司、中国煤炭学会学术期刊工作委员会
Research on joint strength of steel cord conveyor belt and preformed core rubber technology
ZHANG Hongyu;LI Junxia;SONG Jiahui;FAN Wenrui
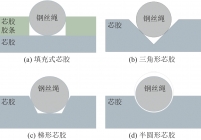
钢丝绳芯输送带是带式输送机的牵引和运载构件,接头破坏是引起钢丝绳芯输送带故障的主要原因。为了提高输送带的接头强度和接头硫化效率,基于现有接头硫化工艺,提出了一种预成型芯胶敷设技术,以ST1 600型钢丝绳芯输送带接头为研究对象,对该技术的应用进行了理论分析和试验研究。首先,建立输送带接头力学模型并进行受力分析,通过ANSYS Workbench软件研究钢丝绳水平、垂直间距不均匀性对接头强度的影响,然后,提出预成型芯胶敷设方法,通过芯胶流固耦合分析对比了填充式芯胶与三角形、梯形和半圆形芯胶凹槽对限制钢丝绳偏移的作用效果。最后,通过接头预成型芯胶硫化试验研究了该技术对输送带胶体粘合强度、接头硫化效率以及接头强度的影响。研究表明:输送带接头处钢丝绳的受力与其纵向位移有关,由于传统接头硫化作业中无法实现钢丝绳的均匀分布从而引起钢丝绳受力不均,影响接头强度,而钢丝绳水平间距相较垂直间距的变化对钢丝绳等效应力的影响尤为显著,更易引起接头钢丝绳的破坏。预成型芯胶敷设技术能够有效减少钢丝绳的偏移量,其中半圆形芯胶凹槽效果最优,水平方向减少70%,垂直方向减少86.9%。在相同硫化条件下,与填充式芯胶相比,三角形、梯形和半圆形芯胶凹槽硫化后的粘合强度分别提升了1.91%、−3.51%、2.48%,半圆形芯胶与钢丝绳结合度最好;采用半圆形芯胶凹槽的预成型芯胶技术敷设钢丝绳可减少70%作业时间,硫化后的输送带接头强度提高5.74%。研究结果可为钢丝绳芯接头硫化工艺的改进提供理论和实践指导。
Steel cord core conveyor belt is a traction and carrying component of belt conveyor, and joint failure is the main cause of steel cord core conveyor belt failure. In order to improve the joint strength and vulcanization efficiency of the conveyor belt, this paper proposes a preformed core rubber laying technology based on the existing joint vulcanization process. Taking the ST1 600 steel cord core conveyor belt joint as the research object, the application of this technology is theoretically analyzed and experimentally studied. Firstly, the mechanical model of the conveyor belt joint is established and stress analysis is conducted. The influence of uneven horizontal and vertical spacing of steel cords on the joint strength is studied using ANSYS Workbench software. Then, a preformed core rubber laying method is proposed, and the effect of filling core rubber and triangular, trapezoidal, and semicircular core rubber grooves on limiting the offset of steel cords is compared through fluid-solid coupling analysis of core rubber. Finally, the influence of this technology on the adhesive strength of the conveyor belt, joint vulcanization efficiency, and joint strength is studied through joint preformed core rubber vulcanization experiments. The research shows that the stress of steel cords at the conveyor belt joint is related to their longitudinal displacement. Due to the inability to achieve uniform distribution of steel cords in traditional joint vulcanization operations, uneven stress of steel cords is caused, which affects the joint strength. The change of horizontal spacing of steel cords compared to vertical spacing has a more significant effect on the equivalent stress of steel cords, which is more likely to cause the failure of joint steel cords. The preformed core rubber laying technology can effectively reduce the offset of steel cords, among which the semicircular core rubber groove has the best effect, reducing by 70% in the horizontal direction and 86.9% in the vertical direction. Under the same vulcanization conditions, compared with filling core rubber, the adhesive strength after vulcanization of triangular, trapezoidal, and semicircular core rubber grooves increased by 1.91%, −3.51%, and 2.48%, respectively, with the best combination with semicircular core rubber. The preformed core rubber technology with semicircular core rubber groove laying can reduce the working time by 70% while concurrently boosting the joint strength of the vulcanized conveyor belt by 5.74%. The research findings can offer both theoretical and practical insights for streamlining joint enhancements.
steel cord conveyor belt;preformed core rubber;vulcanization technology;joint strength

















主办单位:煤炭科学研究总院有限公司 中国煤炭学会学术期刊工作委员会
 煤炭科学技术
煤炭科学技术  2024年第04期
2024年第04期